

钢筋在工地上需要反复弯折,焊缝在服役中要承受复杂的应力。如果材料表面有细微的裂纹,或者内部有未熔合的缺陷,在弯曲时就会瞬间崩裂。弯曲试验(Bending Test)就是通过模拟这种严苛的变形过程,来检验材料的“内功”深浅。它能以最低的成本,快速剔除那些“外强中干”的不合格品。
弯曲试验的概念与原理
弯曲试验(Bending Test),工程上常称为“冷弯试验”,是指测定金属材料承受弯曲塑性变形能力并揭示其缺陷的一种工艺性能测试。与拉伸试验主要测定强度不同,弯曲试验更侧重于考核材料在极限变形下的“表面质量”和“内部连续性”。
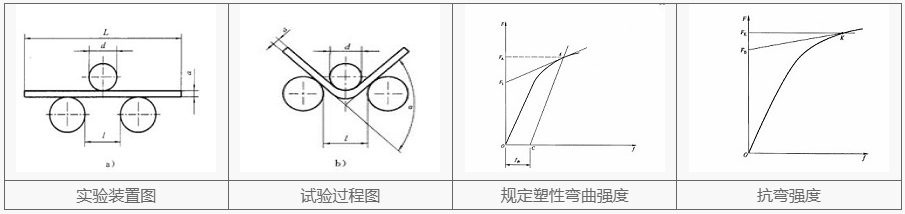
弯曲试验的原理是将一定形状和尺寸的金属试样放置在两个支座上,在跨距中心施加压力,使试样在规定条件下产生塑性弯曲变形,直至达到规定的弯曲角度(通常为90°或180°)或两臂平行。
其物理本质是让材料的表面纤维承受最大的拉伸变形(延伸率),如果材料的塑性不足或表面存在夹渣、气孔、微裂纹等缺陷,就会在拉应力作用下扩展成宏观裂纹。
试验种类与方法
根据加载方式和测试对象的不同,弯曲试验主要分为以下几类:
- 三点弯曲(Three-Point Bending): 最常用的方法。试样架在两个支座上,压头从中间向下施压。设备简单,适用于大多数板材、棒材和焊缝。
- 四点弯曲(Four-Point Bending): 施力点有两个,两点之间形成纯弯曲力矩区(剪力为零)。适用于脆性材料或需要精确测量弹性模量的场合。
- 焊接接头弯曲:
- 面弯(Face Bend): 焊缝表面受拉(弯曲外侧),检验焊缝表面及近表面缺陷。
- 背弯(Root Bend): 焊缝根部受拉,检验焊根未焊透、未熔合等缺陷。这是最严苛的考核。
- 侧弯(Side Bend): 焊缝横截面受拉,检验焊缝内部及层间结合质量,常用于厚板(t>10mm)。
- 反复弯曲: 对线材或薄板进行向左、向右90°的多次交替弯曲,直到断裂,记录弯曲次数。
试验条件与参数设定
弯曲试验的关键在于“严苛程度”的控制,主要由以下参数决定:
- 弯心直径(D): 压头的直径。D越小,弯曲越急剧,材料受到的拉伸变形越大,越容易开裂。标准通常根据材料厚度(a)规定D=na(如D=1.5a, D=3a)。高强钢通常允许用较大的弯心。
- 弯曲角度(α): 通常为90°(V型弯曲)或180°(U型弯曲)。180°弯曲最为严格,要求试样对折。
- 支座跨距(L): 两个支座中心点的距离。GB/T 232规定L = D + 3a(左右)。跨距设置不准会导致试验结果偏差。
- 试样制备:
- 板材: 试样棱边必须倒圆(倒角半径1-2mm),否则尖锐的棱角会产生应力集中,导致棱角处过早开裂(棱角裂纹),造成误判。
- 焊缝: 必须磨平焊缝余高,使试样表面与母材齐平。
应用领域
- 建筑钢筋: 螺纹钢(HRB400/500)必须做正弯和反弯试验,防止在施工现场弯钩时断裂。
- 压力容器与管道: 焊接工艺评定(PQR)必须做面弯和背弯(或侧弯),验证焊缝塑性。
- 汽车板材: 检验车身覆盖件(如铝合金、高强钢)的成型性能,防止冲压开裂。
- 桥梁钢结构: 厚板对接焊缝的侧弯试验,确保内部无未熔合缺陷。
主要检测标准
- GB/T 232-2010 金属材料 弯曲试验方法(通用基础标准)。
- GB/T 2653-2008 焊接接头弯曲试验方法(专门针对焊缝,规定了面/背/侧弯取样)。
- ISO 7438 Metallic materials – Bend test(国际标准)。
- ASTM E290 Standard Test Methods for Bend Testing of Material for Ductility(美标,包含引导弯曲、半引导弯曲等多种工装)。
- AWS D1.1/ASME IX 美国焊接结构及锅炉规范,对焊缝弯曲有极详细的合格判据。
- GB/T 15825.5 金属薄板成形性能与试验方法 第5部分 弯曲试验。
- GB/T 244 金属管 弯曲试验方法。
- YB/T 5349 金属材料 弯曲力学性能试验方法。
检测流程
步骤一:参数确认。查阅产品标准,确定弯心直径(D)、弯曲角度(α)和支座跨距(L)。
步骤二:制样。截取试样,去除毛刺。对于板材试样,必须对受拉面的棱边进行倒圆处理。
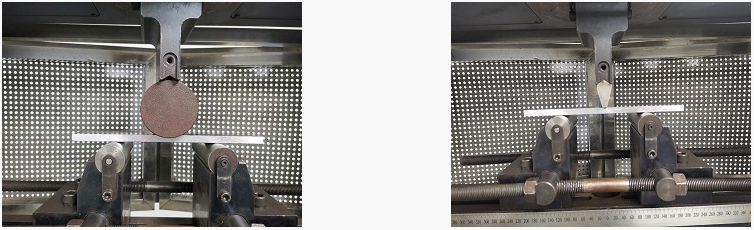
步骤三:设定设备。在万能试验机上安装相应直径的压头和可调支座,调整跨距。
步骤四:加载。将试样放置在支座上,焊缝试样需对准焊缝中心。匀速下压,直至达到规定角度。
步骤五:卸载观察。取出试样,用肉眼或低倍放大镜观察弯曲外侧。如有裂纹,测量裂纹长度。
结果分析与案例
合格判定: 通常标准规定,试样弯曲外表面无裂纹、裂缝或裂断即为合格。对于焊缝,ASME标准允许存在长度小于3mm的裂纹,但不得有任何未焊透或未熔合开口。
典型案例: 某建筑工地送检一批HRB400E钢筋,进行180°弯曲试验。结果发现所有试样在弯曲外侧均出现横向细微裂纹。经金相分析,发现该批钢筋表面存在严重的脱碳层和微小折叠(轧制缺陷)。这些表面缺陷在弯曲拉伸时成为了裂纹源。该批钢筋被判定不合格,避免了工程隐患。
常见问题(FAQ)
Q:棱角裂纹算不合格吗?
A:不算。如果在试样棱边出现的裂纹,通常被认为是制样问题(未倒角)或边缘效应。标准规定棱角裂纹不作为拒收依据,除非能证明是夹杂物等内部缺陷引起的。
Q:弯心直径选大了会怎样?
A:弯心直径D越大,曲率半径越大,材料表面受到的拉伸应变(ε ≈ t/D)就越小,试验条件就越宽松。如果把本该用D=1.5a的钢筋用了D=3a来测,可能会把不合格品误判为合格。因此必须严格执行标准。
Q:为什么要做侧弯?
A:对于厚度较大的板材(如20mm以上),面弯和背弯只能考核表层质量,无法检验焊缝内部。侧弯是将焊缝横截面切片进行弯曲,能让焊缝内部所有层次都承受拉力,有效暴露内部未熔合、夹渣等缺陷。
相关图片
总结
弯曲试验看似简单,实则是检验材料“内功”的试金石。它以最低的成本、最直观的方式,暴露了材料加工和焊接过程中最隐蔽的缺陷。
深圳晟安检测拥有100kN-1000kN微机控制万能试验机,配备全套国标/美标弯心模具(D=10mm至200mm)。无论是细丝、螺纹钢,还是厚板焊接接头,我们都能提供规范的弯曲测试及失效分析服务。欢迎联系专业工程师,获取技术支持。



