

起重机械的焊缝问题往往不是“立刻断”,而是在长期动载、冲击与应力集中条件下逐步扩展:焊趾微裂纹、未熔合与内部缺陷可能在疲劳循环中演化为贯穿裂纹,最终带来结构失稳与重大安全隐患。对于受力构件而言,焊接工艺评定的意义是用标准化试验把焊接方法、焊材与关键参数的质量边界验证清楚,让工艺放行有依据、过程控制有抓手、验收判定有口径。
起重机械焊接工艺评定概述
起重机械焊接工艺评定是指依据相关标准,对起重机械受力构件中钢结构件采用焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、气电立焊等方法的焊接工艺进行验证,通过外观检查、无损检测以及必要的力学性能与金相检验等项目,评定所拟定工艺是否能够满足受力构件焊接接头的质量与安全要求,并确定可放行的适用范围。
主要检测标准
- JB/T 14449-2024 起重机械焊接工艺评定
- ISO 17637 焊缝外观检验
- GB/T 3323.1 焊接接头射线检测
- GB/T 11345 焊缝超声检测方法与质量分级
- GB/T 26951 焊缝磁粉检测
- GB/T 18851.1 焊缝渗透检测
- GB/T 2651 焊接接头拉伸试验方法
- GB/T 2653 焊接接头弯曲试验方法
- GB/T 2650 焊接接头冲击试验方法
- GB/T 4340.1 金属材料 维氏硬度试验
- GB/T 226 钢的低倍组织及缺陷酸蚀检验法
- GB/T 26955 焊缝宏观与显微检验
起重机受力构件常见焊接形式与评定关注点
1. 常见接头形式
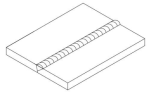
- 板材对接焊缝: 关注内部缺陷与熔合质量,关键部位常配RT/UT。
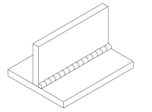
- 板材角焊缝与T型接头: 关注焊脚尺寸、焊趾缺陷与疲劳敏感点,常配MT/PT。
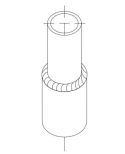
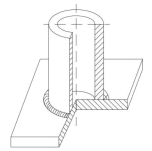
- 管材对接/角焊缝与支管连接: 关注可达性与几何影响,检测方法与扫查策略需结合结构特点制定。
2. 为什么需要“全链路”项目
- 无损检测: 发现缺陷并控制风险入口,避免内部缺陷在动载下快速扩展。
- 力学性能: 拉伸、弯曲与冲击验证接头强度与韧性,支撑受力构件的安全冗余。
- 硬度与金相: 识别异常硬化、组织不良与缺陷形貌,为工艺优化与风险判定提供依据。
检测与试验流程(建议)
步骤1:明确构件类别与受力特征,确定评定标准、质量等级与抽检要求。
步骤2:制定WPS并固化关键变量(焊接方法、焊材、预热/层间温度、热输入、焊后热处理等)。
步骤3:制备评定试件并完成焊接,进行外观与尺寸检查。
步骤4:实施RT或UT评估内部缺陷,并按需要开展MT/PT检测表面与近表面裂纹。
步骤5:按标准完成拉伸、弯曲与冲击等力学试验,并进行硬度测试。
步骤6:开展宏观与显微金相检验,综合判定并输出评定结论与放行范围。
判定要点
- 缺陷类型与位置优先级: 焊趾裂纹、未熔合等平面型缺陷在疲劳工况下风险更高,需按条款从严判定。
- 韧性与低温风险: 对低温、冲击或动载显著的构件,应将冲击等项目作为关键指标纳入证据链。
- 返修闭环: 返修后应按规定复检并保留记录,避免“返修放大缺陷”的二次风险。
相关图片


常见问题(FAQ)
Q:起重机械焊缝评定为什么更强调疲劳风险?
A:受力构件长期承受动载与冲击,焊趾应力集中更明显,微小缺陷也可能在循环载荷下扩展成裂纹。评定阶段应将缺陷控制与韧性验证纳入核心判定。
Q:角焊缝需要做RT吗?
A:以标准与构件重要性为准。多数角焊缝更适合MT/PT与必要的UT评估;若标准或设计要求明确内部质量验证,则应按规定执行。
Q:评定通过后,现场最容易出现偏差的环节是什么?
A:常见偏差包括装配间隙与错边控制、层间温度管理、焊材烘干与防潮、以及返修复检闭环。建议把这些过程控制点写入作业指导与记录体系。
总结
起重机械焊接工艺评定通过外观、无损检测与力学/硬度/金相等项目的组合,把受力构件焊接接头的关键指标量化验证,形成覆盖工艺放行、生产制造与验收复核的全生命周期体检依据。按主流标准建立清晰的试验项目与判定口径,可显著降低动载工况下的裂纹扩展与结构失效风险。
深圳晟安检测作为专业第三方检测机构,可为起重机械焊接工艺评定提供RT/UT/MT/PT无损检测、拉伸/弯曲/冲击等力学性能测试、硬度测试以及焊接接头宏观与显微金相检验,并可结合失效分析能力支持焊缝问题追溯与工艺优化。服务场景覆盖桥式/门式起重机受力构件、钢结构与重型装备制造、安装维保与在役检验等。欢迎联系专业工程师,获取针对性检测方案与报价。


