

无缝钢管的内壁是否有肉眼看不见的折叠?焊接钢管的焊缝是否真的牢固?这些缺陷往往隐藏在表面之下,常规检查难以发现。压扁试验通过将钢管强行压至极限扁平状态,迫使潜在的缺陷“现出原形”。它是钢管出厂前必须经历的暴力测试,也是保障锅炉、管道安全运行的最后一道防线。
压扁试验的概念与原理
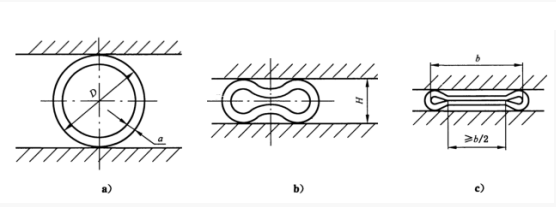
压扁试验(Flattening Test)是指用以检验金属管压扁到规定尺寸的变形性能,并显示其缺陷的一种试验方法。在进行压扁试验时,将试样放在两个平行板之间,用压力机或其他方法,均匀地压至有关的技术条件规定的压扁距(H),检查试样弯曲变形处,如无裂缝、裂口或焊缝开裂,即认为合格。
压扁试验主要模拟管材在受侧向挤压时的受力状态。通过将管状试样压扁至规定的距离,迫使管壁发生剧烈的弯曲变形。如果材料塑性不足,或者管壁存在夹杂、分层、未焊透等缺陷,这些部位就会在拉应力作用下率先开裂。
试样要求
- 取样部位: 试样应从外观检查合格的金属管任意部位切取。试样应为管产品的全截面管段。
- 试样长度: 通常应不小于10mm,但不超过100mm。
- 棱边处理: 试样的棱边允许用锉或其他方法将其倒圆或倒角。注:如果试验结果满足试验要求,可以不对试样的棱边倒圆或倒角。
- 管端试验: 如要HO在一根全长管的管端进行试验时,应在距管端面为试样长度处垂直于管纵轴线切口,切割深度至少达外径的80%。
试验条件及参数
- 设备: 试验可在万能试验机或压力试验机上进行。试验机要装备有上下两平行压板,平行压板的宽度应超过压扁后的试样宽度(至少为1.6D)。压板应具有足够刚度。
- 压板距离 (H): 这是试验的核心参数,通常由相关标准或双方协议确定。计算公式如下:
H = (1 + α) * t / (α + t/D)
其中:
- t:钢管公称管壁厚度 (mm)
- D:钢管公称外径 (mm)
- α:单位长度变形系数(常数),由相关标准规定。例如,20#钢通常取0.08,Q345取0.07。
- 速率: 压板移动速率不应超过25mm/min(出现争议时)。普通测试可采用20-50mm/min。
- 温度: 一般在10℃~35℃室温下进行。
适用范围
- 无缝钢管: 检验钢管的整体塑性和横向性能。
- 焊接钢管: 重点检验焊缝的质量。试验时,焊缝通常应置于与施力方向成90°的位置(即焊缝位于最大弯曲处),以此考核焊缝的抗裂性。
- 锅炉与换热器管: 对安全性要求极高的承压管材。
主要检测标准
- GB/T 246-2017 金属材料 管 压扁试验方法(中国通用标准)。
- ASTM A370 Standard Test Methods and Definitions for Mechanical Testing of Steel Products(美标)。
- ISO 8492 Metallic materials – Tube – Flattening test。
- GB/T 2653 焊接接头弯曲及压扁试验方法。
检测流程
步骤一:测量。测量试样的外径(D)和壁厚(t),计算压板距离(H)。
步骤二:放置。将试样置于两平行压板之间。对于焊接管,严格按标准要求放置焊缝位置(通常是90°或0°)。
步骤三:加载。启动试验机,以恒定速率驱动压板向下运动。
步骤四:停止。当两压板间距离达到计算值H时,立即停止加载。
步骤五:检查。卸除载荷,取出试样,用肉眼或低倍放大镜观察试样弯曲部位(及焊缝)是否有裂纹或裂口。
常见问题(FAQ)
Q:压扁试验和扩口试验有什么区别?
A:压扁是侧向挤压,主要考核管材的径向塑性和焊缝质量;扩口是轴向扩张,主要考核管端的周向扩径能力。两者的受力状态不同,互为补充。
Q:焊缝为什么要放在90°位置?
A:在压扁过程中,左右两侧(水平方向)的曲率半径最小,弯曲变形最大,受到的拉应力也最大。将焊缝置于此处(与施力方向垂直),是为了在最严苛的条件下考核焊缝的结合质量。
相关图片
总结
压扁试验简单、直观,是钢管生产中最常用的工艺性能控制手段。它能快速发现钢管的偏析、脆性及焊接缺陷。
深圳晟安检测提供专业的管材压扁测试服务,可满足GB、ASTM、ISO等标准要求。我们拥有多种规格的压板和高精度位移控制系统,确保H值的准确性。欢迎联系专业工程师,获取技术支持。



