

无论是汽车引擎盖的边缘包边,还是易拉罐的密封封口,金属薄板的边缘都需要经历极端的弯曲变形。如果材料“太硬”或存在微裂纹,加工时边缘就会崩裂,导致产品直接报废。卷边试验正是为了提前预演这一过程,筛选出那些具有优异边缘成型能力的优质材料,确保冲压良率。
卷边试验的概念
卷边试验(Hemming Test / Flanging Test)是指模拟实际加工过程,将试样的边缘弯曲至规定的角度(通常是180°紧贴,或卷成圆形),或者将管端向外翻卷成90°凸缘(法兰边),以此来检验材料在极端变形条件下是否出现裂纹或断裂。该测试能直观反映材料的加工硬化程度和边缘塑性,是冲压工艺选材的重要依据。
适用范围
- 金属管: 检查管端翻边连接时的抗裂性。样品长度通常为1.5D。
- 汽车板: 引擎盖、车门的内外板包边(Hemming)工艺适应性。
- 镀锡板(马口铁): 食品罐头封口的卷封性能。
主要检测标准
- GB/T 245-2016 金属材料 管 卷边试验方法。
- ISO 8494 Metallic materials – Tube – Flanging test。
- ASTM A370 钢制品力学性能测试。
- SAE J2334 (汽车行业相关的腐蚀及工艺标准中涉及卷边评估)。
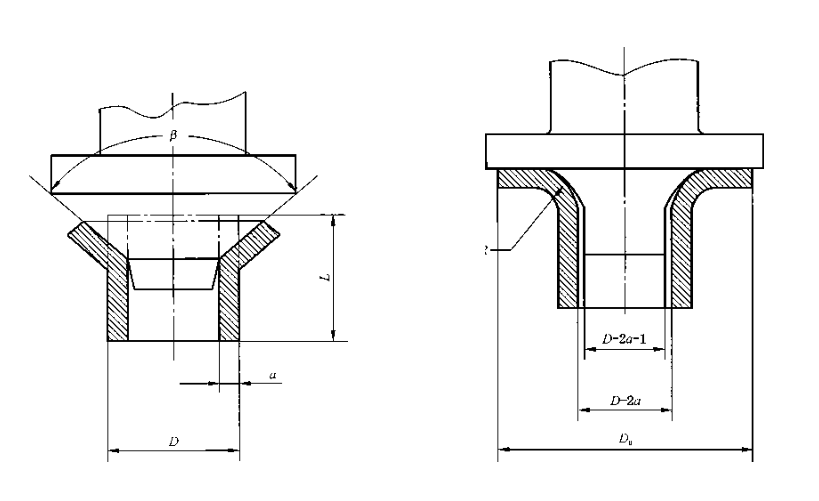
检测流程(以管材卷边为例)
试验采用速率可调压力机或万能试验机,配备90°圆锥形顶芯和专用卷边模具。步骤如下:
步骤一:制样。截取管段,管口平整去毛刺。试样两端面应垂直于管轴线。
步骤二:预扩口。用圆锥形顶芯对试样端部施加轴向力,形成预扩口直至外径达到要求值。
步骤三:卷边成型。换上卷边模具,继续施力,将管端向外翻卷,直至形成与管轴线垂直的凸缘(90°)。
步骤四:检查。肉眼观察卷边部位是否有裂纹、缺口。标准规定,无目视可见裂纹视为合格,仅允许试样棱角处存在微裂纹。
检测流程(以薄板卷边为例)
通常结合弯曲试验进行,将板材边缘折叠180度压死(Flat Hemming)或留有间隙(Water Drop Hemming),用显微镜观察折弯处外表面的橘皮或微裂纹。
常见问题(FAQ)
Q:卷边试验和扩口试验有什么区别?
A:扩口是把管口撑大成喇叭口(锥形);卷边是把管口翻成一个平面的法兰边(90°)。卷边对材料的变形要求比扩口更严苛。
Q:试验速率有要求吗?
A:有。为了防止冲击载荷影响结果,试验应平稳进行。出现争议时,试验速率不应超过50mm/min。
相关图片
总结
卷边性能直接关系到成型良率。通过实验室级的模拟卷边试验,可以在批量生产前筛选出不合格的材料,避免大规模的冲压废品。
深圳晟安检测提供专业的金属工艺性能测试服务,包括卷边、扩口、压扁等。我们致力于协助企业优化选材和工艺参数。欢迎联系专业工程师,获取技术支持。



